
Search This Supplers Products:CNC Machining ServiceHot forging PartsMetal Stamping PartsPrecision Casting PartsMetal Welding Parts3D Printing Service
The most commonly uesd methods of thread processing in CNC machining centers
time2019/10/28

- Thread processing is one of the most important applications of cnc machining centers. The quality and efficiency of thread processing will directly affect the processing quality of parts and the production efficiency of machining centers.
Thread processing is one of the most important applications of cnc machining centers. The quality and efficiency of thread processing will directly affect the processing quality of parts and the production efficiency of machining centers.
With the improvement of the performance of cnc machining centers and the improvement of cutting tools, the method of thread machining is also constantly improving, and the precision and efficiency of thread machining are also gradually increasing. In order to enable the craftsman to reasonably select the thread processing method in the processing, improve the production efficiency and avoid the quality accident, the several thread processing methods commonly used in the cnc machining center are summarized as follows:
1.Tap processing

1.1 Classification and characteristics of tap processing
The use of tapped tapped holes is the most common method of machining. It is mainly suitable for threaded holes with small diameters (D<30) and low hole position accuracy requirements.
In the 1980s, the tapped holes were all made by the flexible tapping method, that is, the taps were clamped by the flexible tapping chuck, and the tapping chuck could be used for axial compensation to compensate for the inconsistency caused by the axial feed of the machine tool and the spindle speed. Give the error and ensure the correct pitch. The flexible tapping chuck has a complicated structure, high cost, easy damage, and low processing efficiency. In recent years, the performance of the cnc machining center has gradually improved, and the rigid tapping function has become the basic configuration of the cnc machining center.
Therefore, rigid tapping has become the main method of current thread processing.
That is, the tap is held by a rigid collet chuck, and the spindle feed and the spindle speed are consistently controlled by the machine tool.
Compared with the flexible tapping chuck, the collet chuck has the advantages of simple structure, low price and wide application. In addition to holding the tap, it can also clamp the end mill and the drill bit, which can reduce the tool cost. At the same time, the use of rigid tapping allows high-speed cutting, improving the efficiency of the machining center and reducing manufacturing costs.
1.2 Determination of the bottom hole of the thread before tapping
The processing of the threaded bottom hole has a great influence on the life of the tap and the quality of the thread processing. Generally, the diameter of the threaded bottom hole drill is selected to be close to the upper limit of the diameter tolerance of the threaded bottom hole.
For example, the diameter of the bottom hole of the M8 threaded hole is Ф6.7+0.27 mm, and the diameter of the drill is selected to be Ф6.9 mm. In this way, the machining allowance of the tap can be reduced, the load of the tap can be reduced, and the service life of the tap can be improved.
1.3 Selection of taps
When selecting a tap, first of all, the corresponding tap must be selected according to the material to be processed. The tool company produces different types of taps according to the different materials. Special attention should be paid when selecting.
Because the tap is very sensitive to the material being machined relative to the milling cutter and the file. For example, the processing of aluminum parts with a tap of a cast iron is liable to cause the thread to be dropped, the buckle or even the tap to be broken, resulting in the scrapping of the workpiece. Secondly, attention should be paid to the difference between the through-hole tap and the blind-hole tap. The leading end of the through-hole tap is long and the chip discharge is the front chip. The front end of the blind hole is guided short, and the chip removal is the rear chip. The blind hole is machined with a through-hole tap, and the depth of thread processing cannot be guaranteed. Furthermore, if a flexible tapping chuck is used, it should also be noted that the diameter of the tap handle and the width of the square are the same as those of the tapping chuck; the diameter of the taper for rigid tapping should be the same as the diameter of the spring collet. In short, only a reasonable selection of taps can ensure smooth processing.
1.4 CNC programming of tap processing
The programming of tap processing is relatively simple. Now the machining center generally solidifies the tapping subroutine, just assign each parameter. However, it should be noted that the numerical control system is different, the subroutine format is different, and the meaning of some parameters is different.
For example, the SIEMEN840C control system has a programming format of G84 X_Y_R2_ R3_R4_R5_R6_R7_R8_R9_R10_R13_. You only need to assign these 12 parameters when programming.
2. Thread milling
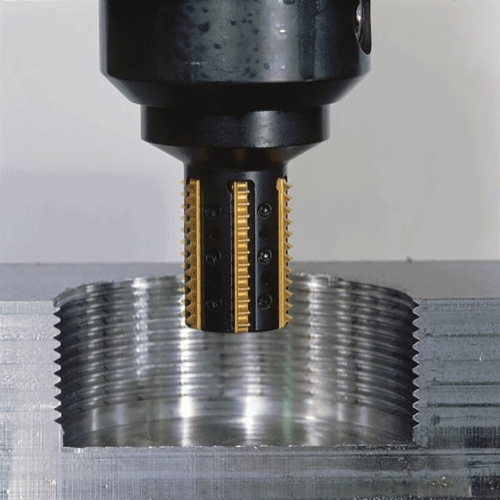
2.1 Characteristics of thread milling
Thread milling is the use of thread milling tools, machining center three-axis linkage, that is, X, Y-axis circular interpolation, Z-axis linear feed milling method for threading.
Thread milling is mainly used for the machining of large-hole threads and threaded holes for difficult-to-machine materials. It mainly has the following characteristics:
(1) Fast processing speed, high efficiency and high processing precision. The tool material is generally a hard alloy material with a fast cutting speed. The precision of the tool is high, so the precision of the thread for milling is high.
(2) Milling tools have a wide range of applications. As long as the pitch is the same, whether it is a left-hand thread or a right-hand thread, a tool can be used, which helps to reduce the tool cost.
(3) Milling is easy to chip and cool, and the cutting condition is better with respect to the tap. It is especially suitable for thread processing of difficult materials such as aluminum, copper and stainless steel.
Especially suitable for threading of parts with large parts and precious materials, it can guarantee the quality of thread processing and the safety of workpieces.
(4) Because there is no tool leading end guide, it is suitable for machining blind holes with short bottom holes and holes without undercut.
2.2 Classification of thread milling tools
There are two types of thread milling tools, one is a machine-clamped carbide insert milling cutter, and the other is a monolithic carbide milling cutter. The machine-clamping tool has a wide range of applications. It can machine holes with a thread depth less than the length of the blade, as well as holes with a thread depth greater than the length of the blade. Integral carbide milling cutters are typically used to machine holes with a thread depth less than the length of the tool.
2.3 CNC programming of thread milling
The programming of thread milling tools is different from the programming of other tools. If the machining program is programmed incorrectly, it is easy to cause tool damage or threading errors. The following points should be noted when compiling:
(1) The threaded bottom hole should be machined first, and the small diameter hole should be machined with a drill bit. For larger holes, boring should be used to ensure the accuracy of the thread bottom hole.
(2) When the tool is cut into and out, a circular path should be used, usually 1/2 turn for cutting or cutting, and the Z axis should travel 1/2 pitch to ensure the thread shape. The tool radius compensation value should be brought in at this time.
(3) The X and Y axis circular interpolation is one week, and the spindle should travel a pitch along the Z axis direction. Otherwise, the thread will be buckled.
(4) Specific example program: the diameter of the thread milling cutter is Φ16, the threaded hole is M48×1.5, and the threaded hole depth is 14.
The processing procedure is as follows:
(The thread bottom hole procedure is slightly, the hole should be taken to cut the bottom hole)
G0 G90 G54 X0 Y0
G0 Z10 M3 S1400 M8
G0 Z-14.75 Feeding to the deepest part of the thread
G01 G41 X-16 Y0 F2000 Move to the infeed position and add radius compensation
G03 X24 Y0 Z-14 I20 J0 F500 Cut in with 1/2 circle arc cut
G03 X24 Y0 Z0 I-24 J0 F400 Cutting the entire thread
G03 X-16 Y0 Z0.75 I-20 J0 F500 Cut out with 1/2 circle arc to cut out G01 G40 X0 Y0 Back to center, cancel radius compensation
G0 Z100
M30
Only when the thread processing method and machining tool are correctly selected can the thread processing efficiency and quality be effectively improved, the use efficiency of the cnc machining center can be improved, and the processing cost can be reduced. Every CNC machining technician should be proficient.